Insights From EnTech
EnTech is here to educate and inform. See our blogs below as they begin to collect and help you learn more about the industry we love.

Performance is engineered. For engineers designing components subject to impacts, drops, vibration and rough handling, understanding the real mechanics of toughness makes all the difference. Resin selection plays a huge role, along with wall geometry and gate location. And it’s not just the materials. It’s the overall design and processing considerations that determine the outcome. Are toughness and strength the same thing when it comes to resin? Impact strength and tensile strength are not interchangeable. While one material might be stiff and strong in tension, it could also be fragile when it comes to impact. Toughness is the ability to absorb energy before fracturing. Even if a part has been vibrated for thousands of hours, this toughness is what keeps it in working condition. On a stress-strain curve, toughness is represented by the area under the curve. Resisting load is one thing, but the material needs to be able to deform plastically before it breaks. Engineers should specify tensile strength, as well as impact strength, notch sensitivity and the effect of temperature on ductile-to-brittle transition. What resin materials perform best in rugged applications? Toughened Nylons (Polyamide 6 and PA66 with Impact Modifiers) Standard nylon is a strong performer but low moisture absorption requirements and notch sensitivity are potential factors to consider. A toughened grade, compounded with elastomeric impact modifiers, often rubber or thermoplastic elastomers dispersed at the microscale, can improve impact resistance while maintaining chemical resistance. For what application would toughened nylon be the best fit? Under-hood and powertrain-adjacent applications where heat and chemical exposure are constants Material handling components like gears, brackets, conveyor parts and wear pads Structural housings that need dimensional stability alongside impact resistance Moisture uptake affects both dimensional stability and mechanical properties. Parts designed in dry-as-molded conditions will behave differently after equilibrium moisture absorption. If the application will involve outdoor exposure in cold temperatures, cold storage conditions or refrigerated environments, verify impact data at operating temperatures, not just the ambient temperature. Note that most toughened nylons retain reasonable impact performance down to around -20°C. Polycarbonate and PC Blends Polycarbonate (PC) is one of the most impact-resistant unfilled engineering resins available. It’s often used in protective equipment and enclosures requiring transparency and high toughness. Unmodified PC is notch sensitive, so fuels and cleaning agents can cause a chemical attack, which leads to cracking. PC blended with acrylonitrile butadiene styrene (ABS) is a high-performance thermoplastic blend. The strength and heat resistance of a PC compliments the processability and ductility of ABS. Costs are also lower. For heavy-duty enclosures, power tool housings and rugged consumer-industrial products, this blend would be ideal. PC blended with Polybutylene Terephthalate (PBT) and PC blended with Acrylonitrile Styrene Acrylate (ASA) would be optimal for outdoor and operating conditions featuring highly corrosive substances that degrade materials like concrete, steel and polymers. ASA has superior UV and weather resistance. Impact values often remain high down to -40°C or below, making it work well for refrigeration, outdoor and cold environments. ABS and Impact-Modified ABS ABS is the go-to for industrial enclosures, housings and structural components. The rubber butadiene phase, dispersed as particles within the SAN matrix, absorbs energy during impact, providing toughness that far exceeds general-purpose styrene resins. Standard ABS is cost effective and offers rigidity, toughness and processability. Impact-modified ABS grades compound additional elastomeric content to shift the balance further toward toughness, at some cost to stiffness and heat deflection temperature. ABS has its constraints like poor UV stability, limited chemical resistance and a reduction in impact performance at lower temperatures that drops off more sharply than PC. ASA (Acrylonitrile Styrene Acrylate) ASA offers similar processing characteristics and toughness profile to ABS while delivering dramatically superior UV and weathering resistance. There is no need for paint or any secondary coating. For outdoor enclosures, agricultural equipment housings, utility infrastructure components and any application with extended sun exposure, ASA is a clear choice. The resin cost is higher and there are slightly lower peak impact values compared to high-impact ABS grades. But by factoring out the cost of UV-protective coatings and the field performance risk of unprotected ABS in outdoor service, ASA still comes out on top regarding total system cost. Why is notch sensitivity important in impact design? Notch sensitivity dictates a material's vulnerability to sudden, brittle fracture at stress concentrators like a sharp corner, a gate vestige, a tooling mark or a snap-fit feature. Design implications are significant: Avoid sharp internal corners Draft angles and ejector pin design matter Snap-fit features require more attention Use notched impact data relevant to your geometry for best results. Why is wall thickness important in impact design? Wall thickness directly dictates a part’s structural integrity, ability to absorb energy and resistance to deformation, warping or cracking. If it’s too thin, it deflects quickly and fractures. The ideal space for unfilled engineering resins in rugged applications tends to be in the 2.5–4.5mm range, with wall-to-rib transitions designed to avoid abrupt cross-section changes. Ribs should be 50–70% of nominal wall thickness to avoid sink while still adding structural contribution. Uniform wall thickness across a part should always be the goal. Why is the geometry of a part an active contributor to its impact performance? The geometry of a part is an active contributor to impact performance by dictating how kinetic energy is dissipated through deformation modes. Closed cross-sections are better than open ones to improve stiffness-to-weight and energy absorption Gussets and radii work well together Weld lines are weak points, locate them away from high-stress zones Deep texture, logos and sharp embossing features can all act as stress concentrators, understand the impact How should I factor in the UV exposure profile when choosing materials? UV radiation breaks polymer chains, leading to surface chalking, color shift, embrittlement and ultimately loss of mechanical performance. Review your UV exposure profile. Short-term or protected (shaded) outdoor exposure? UV-stabilized ABS/PC grades (with UV absorbers added to the compound) Extended outdoor exposure in full sun? ASA is the first recommendation for thermoplastics expected to survive 5-10+ years of uncoated outdoor service without significant mechanical degradation Optical clarity or peak impact performance? PC/ASA blends/UV-stabilized PC grades Pigmentation consideration? Carbon black is the most effective UV stabilizer Designing for impact resistance isn't a single material decision, it's the integration of resin selection, part geometry, tooling design and processing discipline into a system that performs reliably in the real world. At EnTech Plastics, our engineers engage at the Design for Manufacturing stage specifically to identify where impact performance is at risk and what changes in geometry, material specification or processing approach will resolve it. If you're developing a component for protective equipment, rugged enclosures, material handling and have questions, reach out to discuss your specific needs. Contact EnTech Plastics today.

A component fails in the field. A part is cracked or warped and now an expensive recall is in place. When investigated, the design was correct, the molding was properly done, dimensional integrity was in check, and the surface finish was fine. What happened? Improper material selection. Commodity-grade plastics (your standard polypropylenes, polyethylenes and general-purpose Acrylonitrile Butadiene Styrene) are workhorses for the right applications. But when a component faces aggressive chemistry, sustained heat, mechanical fatigue or UV exposure, commodity resins reach their limits fast. That’s where high-performance engineered resins come in. And that’s where engineered resin selection becomes an essential engineering discipline. Choosing the right engineered resin for industrial applications is vital to success in the field. Start With an Environmental Exposure Profile What does this part actually have to do? Think about the entire lifespan and scenarios that aren’t common, but could still occur. Map exposures through the following five categories: Thermal, Chemical, Mechanical, Environmental and Regulatory. Thermal . Think about temperatures and how frequently does the part thermal cycle? Chemical. Cleaning agents, coolants, maintenance fluids? What chemicals could come in contact with the part? Mechanical. What type of loading is the part under? Static, dynamic, impact? Where are stress concentrations? Environmental. Is the part outside? Will it be in extreme heat and humidity? UV? Regulatory. Are there flame ratings (UL94), FDA compliance requirements or industry certifications that constrain the material field? This is the process that results in a confident engineered resin selection rather than a resin selection based on guesswork. Prioritize Competing Requirements No engineered resin is going to be the clear favorite for all of the competing requirements a component may have, but with knowledge and analysis, you will still be able to make an informed selection. Let’s review some of the most common competing requirements engineers face in extreme industrial applications. Chemical resistance vs. impact strength. Highly chemically resistant resins like Polyphenylene Sulfide (PPS) deliver exceptional resistance to a broad array of fuels, oils, solvents, acids, and bases in operating environments up to 200°C, but they can be brittle without impact modification. Understanding which failure mode is most consequential drives the balance. Heat resistance vs. processability. (Polyether ether ketone) PEEK’s continuous use temperature ceiling is unmatched in the thermoplastic world, but it demands elevated barrel temperatures, precise mold temperature control and processing expertise that not every molder can deliver. Dimensional stability vs. moisture absorption. Nylons offer outstanding mechanical properties and wear resistance, but they absorb moisture, which affects tolerances. In precision applications or humid environments, Polybutylene Terephthalate (PBT) or (Polyoxymethylene) (POM) may be the more reliable choice. Flame retardancy vs. mechanical performance. Flame retardant (FR) additives can reduce impact resistance and affect surface aesthetics. A UL94 V-0 requirement (the most stringent vertical flammability rating for plastics) may eliminate certain resin families outright. Rank requirements by consequence of failure. If the failure causes issues like a regulatory violation or a line shutdown, this is the most important consideration. Everything else is optimized around it. Match the Resin to the Scenario Now that you’ve built your exposure profiles and ranked your requirements, let’s take a look at some common industrial scenarios and develop a decision path for each. Chemical Processing Equipment : Custom injection molded equipment such as pump housings/casings, reactors, valve bodies, fluid manifolds, etc. Ask yourself chemical related questions. What will the part come into contact with? What are the continuous and peak operating temperatures? Is steam cleaning or autoclave exposure involved? Is mechanical load significant enough to require glass fill? Determine the best candidates for the job. PPS for the chemical resistance and flame retardancy. PEEK where the most severe chemical and thermal demands intersect. PSU where hydrolytic stability and steam resistance are the governing requirements. Outdoor Industrial Equipment: Agricultural machinery, injection molded trucking components, utility enclosures and other industrial plastic components. Ask yourself about UV and weathering exposure. Think about the impact of cold weather. What fluid exposures (fuels, hydraulic fluid, lubricants) are present? Do tight tolerances make moisture absorption a dimensional risk? Determine the best candidates for the job. UV-stabilized or glass-filled nylon for structural mechanical components. PBT where moisture sensitivity and chemical resistance matter. POM for precision mechanical parts requiring low friction and fatigue resistance. PC/ABS for enclosures requiring impact performance and dimensional stability. High-Temperature Machinery: Engine bay components, heated process equipment, thermal management housings, etc. Ask yourself what is the required continuous service temperature? Is thermal cycling a significant factor? Do chemical and thermal demands combine in a way that narrows the field to the high-temperature injection molding resins tier? Determine your most likely candidates. PEI (Ultem) for continuous use to approximately 170°C with strong dimensional stability and inherent flame retardancy. PPS for applications requiring both elevated temperature resistance and broad chemical resistance up to approximately 220°C. PEEK for the most demanding tier. Filled and Reinforced Grades Selecting a resin family is only the first decision. Selecting the right grade within that family matters just as much. Glass-filled nylon injection molding and other filled engineered resins, including mineral and carbon fiber reinforced grades, significantly improve stiffness, tensile strength and dimensional stability at temperature. Impact modifiers can address brittleness in otherwise high-performing resins like PPS. Abrasive fillers like glass and carbon fiber accelerate tool wear and may require hardened steel or specialized coatings. The Molder Is Part of the Material Decision Once you have the right resin, you have to think about the actual process that resin is about to undergo. At EnTech, resin selection is part of the engineering conversation from the very beginning. We’ve performed resin evaluations and substitutions that resolved chronic field failures, helped customers navigate material trade-offs they hadn’t fully mapped and processed some of the most demanding thermoplastics in commercial use. The resin and the process are equally part of the solution. Map the environment. Rank the requirements by consequence of failure. Narrow to the resin families that address the governing criteria. Validate against your specific scenario and do it with a custom injection molding partner who understands that material selection and process engineering are the same conversation. Ready to work through your material selection challenge? Contact EnTech's engineering team for a free consultation .

This blog provides a practical breakdown of key resin characteristics and the applications where they matter most.

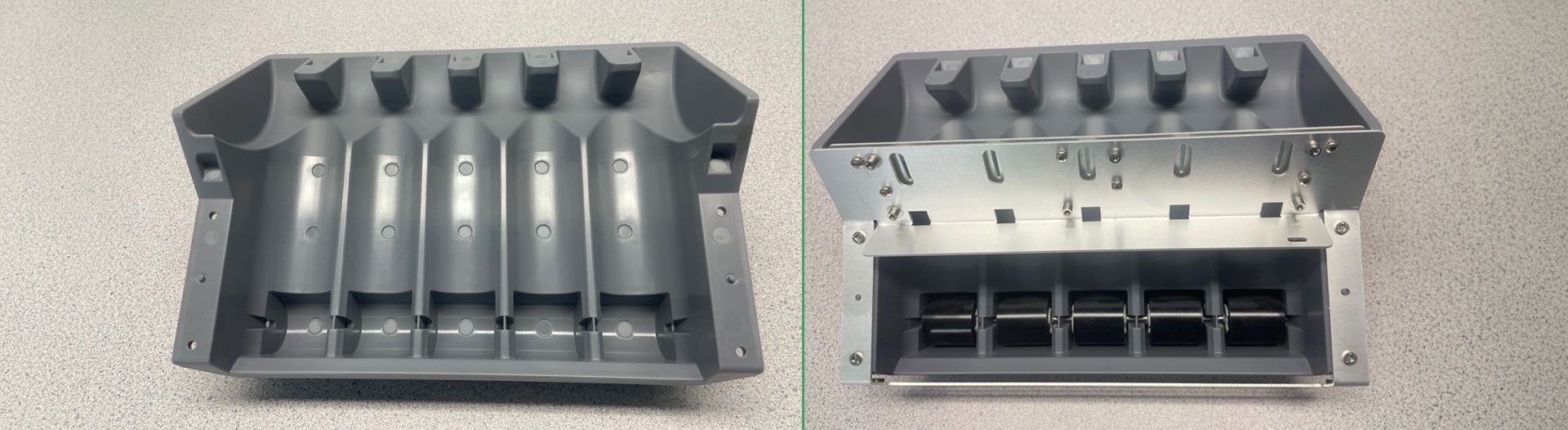
When your design calls for large plastic parts with varying wall thicknesses or complex internal geometries, conventional injection molding often hits its limits. Sink marks appear on thick sections. Warpage compromises dimensional accuracy. Tooling costs skyrocket as you increase tonnage to fill massive cavities. This is precisely where gas assist injection molding technology changes the equation. How Gas Assist Technology Works Gas assist injection molding introduces pressurized nitrogen gas into the mold cavity during the injection cycle. As molten plastic fills the tool, the gas creates hollow channels within thicker sections, pushing the material outward against the mold walls. This process eliminates the heavy core that would otherwise exist in solid parts, while maintaining structural integrity and surface quality. The result? Parts that weigh significantly less, require lower clamping pressures, and exhibit superior aesthetics, all while using the same thermoplastic resins you’d specify for conventional molding. Engineering Advantages for Complex Geometries Gas assist technology excels at solving problems that plague large, complex parts. Consider a structural component with ribs, bosses, and varying wall sections. Conventional injection molding would likely produce visible sink marks in the thick sections of the part. Gas Assist Injection Molding eliminates this issue because the gas channel removes resin in the center of the thick sections so that the wall thickness in the thick sections are similar to the wall sections in the thin sections. We've produced everything from heavy-duty industrial equipment housings to ergonomic medical device enclosures using this process. The technology particularly shines in applications requiring: Tubular or hollow cross-sections without the need for slides or complex tooling actions Components combining structural rigidity with weight reduction, critical in transportation and material handling applications Class A surface finishes on large visible components where aesthetics matter Cost Benefits Beyond the Part The economic advantages of gas assist extend well beyond material savings. Because the gas core reduces the volume of plastic required and lowers the clamping force needed, you can often mold larger parts on smaller, less expensive presses. A part that might require a 1,000-ton machine with conventional molding could potentially run on a 500-ton press with gas assist. Cycle times frequently improve, as well. The gas channels facilitate more efficient cooling in thick sections, reducing the time parts spend in the tool. For low to mid-volume production runs, where tooling amortization significantly impacts piece price, these efficiencies compound into substantial cost reductions. Tool construction costs may decrease, too. Complex parts that would require multiple slides, lifters, or loose cores can sometimes be simplified when gas channels replace solid features. This streamlined approach to tooling means faster builds and fewer potential failure points over the tool’s lifespan. Design Considerations for Success Gas assist molding isn’t a universal solution, but it’s remarkably versatile when applied thoughtfully. Successful implementation requires close collaboration between part designers and molding engineers from the earliest stages. Wall thickness ratios matter significantly. The technology works best when gas channels can form in sections at least 1.5 to 2 times thicker than adjacent walls. Gas penetration length, channel diameter, and injection timing all require precise engineering to achieve optimal results. Resin selection plays a crucial role, as well. While most thermoplastics are compatible with gas assist, engineered resins like glass-filled nylons, polycarbonates, and ABS deliver exceptional performance in structural applications. Material flow characteristics influence how uniformly the gas penetrates and how consistently hollow channels form. Making the Technology Work for Your Application At EnTech Plastics, we approach gas assist projects with the same engineering rigor we apply across all our advanced molding processes. Our team evaluates each design for gas assist feasibility during the quoting phase, identifying opportunities to optimize part geometry, reduce weight, and improve manufacturability. Whether you're developing a next-generation industrial component or refining an existing design for better performance and lower cost, gas assist injection molding might be the solution that transforms complexity from a constraint into a competitive advantage. Ready to explore whether gas assist technology fits your application? Contact our engineering team to discuss your specific requirements and discover how advanced injection molding processes can bring your most challenging designs to life.

Large parts present complex engineering challenges that many molders simply aren’t equipped to solve. Wall thickness variations, gate locations, cooling channel design, warpage control are make-or-break factors that determine whether your parts meet spec consistently.

Every production run tells a story, and sometimes, that story involves parts that don't quite meet specifications. Whether you're dealing with warped components, surface defects, or dimensional inconsistencies, injection molding quality issues can disrupt your operations and strain your bottom line. The good news? Most molding defects follow predictable patterns, and with the right diagnostic approach, they're solvable. Let's walk through a systematic troubleshooting framework that transforms problem parts into perfect components. Understanding the Root Cause: Beyond Surface-Level Fixes When quality issues emerge, the instinct is often to adjust machine parameters immediately. But rushing to solutions without proper diagnosis can create new problems or mask underlying issues. Effective troubleshooting requires understanding the relationship between four critical variables: Material properties – How the resin responds to heat, pressure, and cooling Tool design – Gate location, venting, cooling channel efficiency Process parameters – Temperature, pressure, injection speed, and cycle time Machine capability – Tonnage, shot size, and control precision Quality defects rarely stem from a single source. Instead, they emerge from the interaction between these elements; this is why systematic diagnosis beats guesswork every time. Common Defects and Their Diagnostic Pathways Warpage and Dimensional Instability Parts that twist, bow, or fail to hold tolerances point to uneven cooling or internal stresses. Start by examining cooling channel performance—are all areas of the tool reaching uniform temperatures? Inconsistent wall thickness can also create differential shrinkage, as thicker sections cool more slowly than thin areas. Consider your material selection as well. Some engineered resins exhibit higher shrinkage rates or are more sensitive to processing conditions. Process adjustments often focus on pack pressure, hold time, and mold temperature. Increasing pack pressure and hold time ensures adequate material in the cavity as the part cools, while optimized mold temperature promotes uniform crystallization in semi-crystalline resins. Short Shots and Incomplete Fill When parts don't completely fill—leaving unfilled sections or thin areas—the investigation typically begins with material flow. Is the material reaching all areas of the cavity before it solidifies? Gate location plays a crucial role here. A gate positioned too far from thin-walled sections may allow material to freeze before complete fill. Flow analysis during the tool design phase helps identify potential issues, but sometimes real-world conditions reveal opportunities for optimization. Material temperature, injection speed, and machine tonnage all influence fill quality. Under-tonnage situations prevent adequate clamping force, allowing material to flash rather than fill properly. For low-volume, high-tonnage applications—where part geometry requires substantial clamping force—ensuring your press matches the application is essential. Surface Defects: Flow Lines, Sink Marks, and Blemishes Surface quality issues often trace back to material flow behavior and cooling dynamics. Flow lines appear when material enters the cavity at different temperatures, creating visible boundaries. Increasing material temperature and injection speed typically improves flow front uniformity. Sink marks occur when thick sections or ribs cool unevenly, pulling material inward as it contracts. Strategic use of gas-assisted injection molding can address this challenge by maintaining internal pressure during cooling, preventing surface depression without requiring excessive pack pressure. Surface blemishes might also indicate contamination, moisture in the resin, or venting issues. Proper material drying prevents moisture-related defects like splay or silver streaking. The Systematic Troubleshooting Process Rather than making multiple changes simultaneously, effective troubleshooting follows a disciplined approach: Document current conditions – Record all process parameters, material lot numbers, ambient conditions, and specific defect characteristics. Consistent documentation creates a baseline for comparison. Isolate variables – Change one parameter at a time, allowing several cycles to stabilize before evaluating results. This approach identifies which adjustments actually improve quality versus those that have no effect or make things worse. Verify material specifications – Confirm you're running the correct resin grade with proper drying and handling. Material inconsistencies can mimic process problems, sending troubleshooting efforts down the wrong path. Examine the tool – Inspect gates, vents, and cooling lines for wear, blockages, or damage. A poorly maintained tool creates problems no amount of process adjustment can overcome. Consider the machine – Verify shot size capacity, tonnage adequacy, and control system accuracy. Machines operating at the extreme edges of their capability struggle to deliver consistent quality. Prevention Through Engineering Excellence The most effective quality strategy isn't troubleshooting problems after they emerge—it's preventing them through thoughtful engineering upfront. Flow simulation reveals fill patterns, weld lines, and air trap locations. Material selection guided by application requirements ensures the resin matches the performance demands. Working with a partner who understands both the art and science of injection molding means fewer problem parts and more perfect components from the start. Moving Forward with Confidence Quality issues will emerge—that's the reality of manufacturing. But with systematic diagnostic approaches, technical expertise, and a commitment to continuous improvement, those challenges become opportunities for refinement rather than roadblocks to success. Whether you're troubleshooting current production or planning a new project, the key is partnering with a team that brings both technical depth and practical problem-solving experience to every component. At EnTech Plastics, we've built our reputation on turning complexity into capability. From our Corry, Pennsylvania facility, we deliver precision-engineered custom injection molding solutions for medical, industrial, trucking, and consumer applications—backed by decades of engineering excellence and technological innovation. Have a challenging part that's been causing headaches? Let's talk about transforming those problem parts into perfect components. Contact us today to discuss your project.

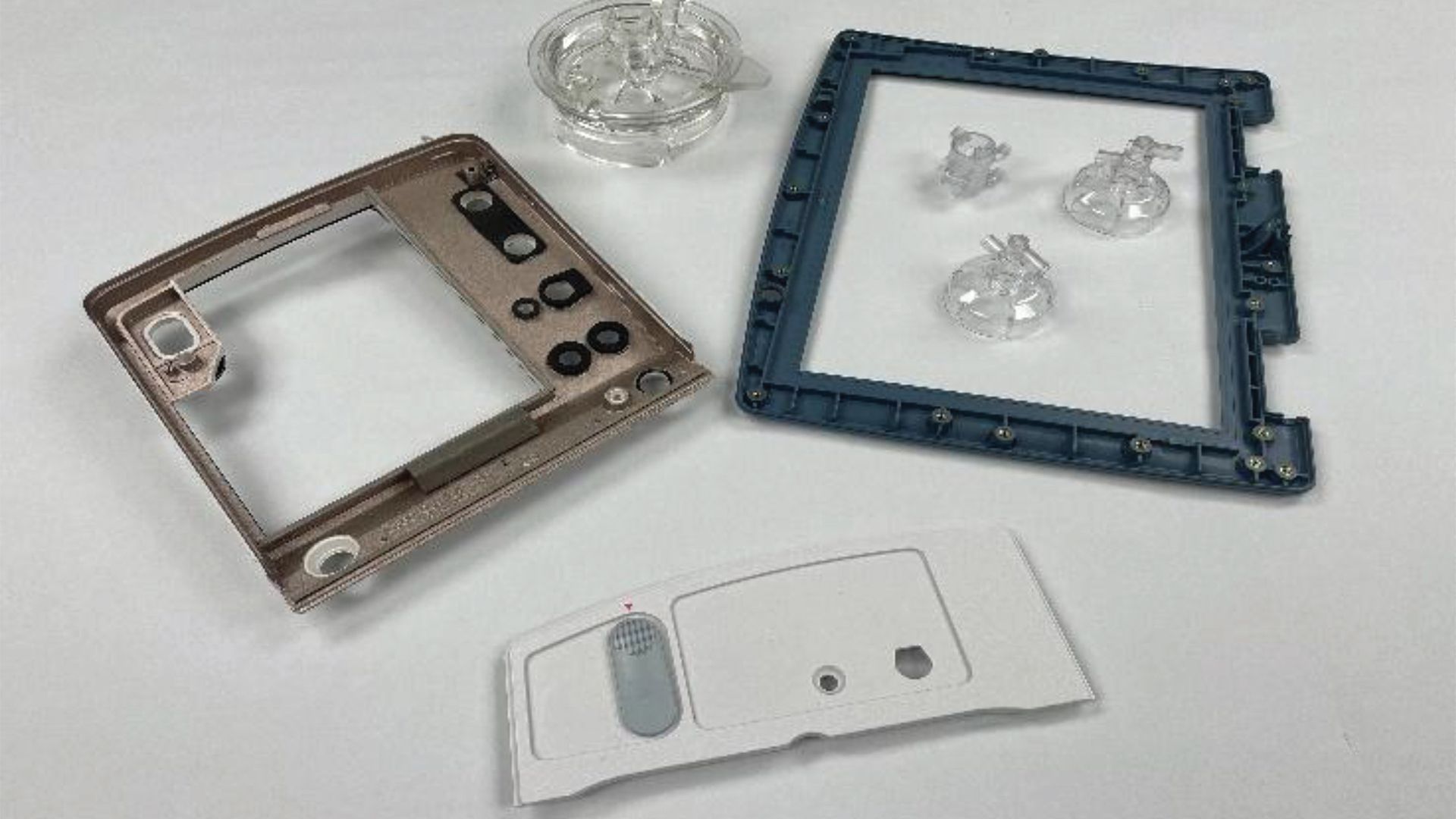
You've perfected your design. The 3D printed prototype fits flawlessly, functions exactly as intended, and even impresses the stakeholders. But now comes the reality check: transitioning from that successful 3D printed prototype to injection molded production parts isn't always a straight path forward. At EnTech Plastics, we regularly work with engineers who face this exact challenge. While 3D printing and injection molding both create plastic parts, they operate under fundamentally different rules—and what works brilliantly in additive manufacturing may not be possible to produce using injection molding. The Engineering Reality: Different Processes, Different Design Rules The freedom that makes 3D printing so appealing for prototyping—layer-by-layer construction with infinite geometric possibilities—becomes a constraint when you need to fill a mold cavity with molten plastic under high pressure and temperature. Draft Angles: The Hidden Design Requirement Your 3D printed part likely features perfectly vertical walls, sharp internal corners, and complex geometries built up layer by layer. But injection molding demands draft angles to allow the part to release cleanly from the mold. Those vertical walls that printed perfectly? They'll cause ejection problems, potential part damage, and premature tool wear in injection molding. Every vertical surface needs to be slightly tapered, and every internal corner needs a generous radius to facilitate material flow and part ejection. Wall Thickness: Consistency is Critical 3D printing builds support where needed, allowing for dramatic wall thickness variations within a single part. Injection molding, however, demands consistent wall thickness throughout the part to ensure uniform cooling, minimize warpage, and prevent sink marks or voids. Areas with thick sections will cool more slowly than thin sections, creating internal stresses that can lead to warpage, cracking, or dimensional instability. What appears as elegant design optimization in 3D printing creates significant quality issues in injection molding. Undercuts and Complex Geometries: The Mold Constraint Challenge Perhaps the most significant difference lies in geometric freedom. 3D printing can create virtually any shape—overhangs, internal cavities, interlocking parts, and complex undercuts—all in a single print job. Injection molding requires that every part feature can be formed by the opening and closing of mold halves. Complex undercuts require side actions, lifters, or collapsible cores—sophisticated tooling solutions that add significant cost and complexity to your custom injection molding project. These types of features can be accomplished if there are no design alternatives; in many cases, however, EnTech can provide Design for Manufacturability (DFM) analysis to provide design suggestions that will accomplish the intended function but with lower cost tooling. Gas-Assisted Injection Molding: Bridging the Design Gap Although conventional injection molding requires uniform wall thicknesses, EnTech also offers Gas Assist Injection Molding which accommodates designs that don’t have uniform wall thickness. Gas Assist Injection Molding allows for hollow sections, varying wall thicknesses, and complex internal geometries—bringing some of the design freedom of 3D printing into the injection molding realm. Gas assist injection molding can eliminate sink marks in thick sections, reduce material usage, and enable part consolidation that would otherwise require multiple components or assembly operations (see: https://entechplastics.com/gas-assist . Material Performance: Beyond Geometric Constraints The materials themselves behave differently between processes. Most 3D printing materials are designed for layer adhesion and printability, while engineered resins used in injection molding are optimized for flow characteristics, dimensional stability, and long-term performance. Your 3D printed prototype might use a material with completely different thermal, chemical, or mechanical properties than what you'll achieve with production-grade injection molding resins. This can affect everything from dimensional tolerances to environmental resistance. From Challenge to Solution Every transition from 3D printed prototype to injection molded production presents unique challenges. Whether you're dealing with complex geometries, demanding material requirements, or tight tolerance specifications, EnTech Plastics brings the engineering expertise and manufacturing capabilities to turn your design challenges into manufacturing successes. We specialize in the complex, the challenging, and the "difficult to run" parts that other molders struggle with. From custom injection molding and tool building to engineered resin selection and advanced manufacturing techniques, we have the resources and expertise to bridge the gap between your prototype vision and production reality. Contact our engineering team today to discuss your specific application. We'll work with you to understand your design intent, identify potential manufacturability challenges, and develop solutions that deliver both the performance you need and the production efficiency your business demands.

Tool transfer in injection molding—transferring production to a different facility—can go smoothly if done properly. Systematic planning and execution will ensure a smooth transition that maintains production continuity and part quality. Pre-Transfer Assessment: Building the Foundation Successful tool transfers begin with a comprehensive sharing of knowledge before the actual move takes place. Mold and Machine Compatibility Analysis : Start by documenting the mold specifications including dimensions, weight, tonnage requirements, and tie-bar spacing. This information will allow the new facility to determine what machines the transfer tools will be assigned to. Process Documentation Review : Whenever possible, gather whatever process parameters are available.This includes molding conditions, mold temperatures, injection pressures, and any special processing notes from operators. Though this data would be helpful, it is not essential if the existing supplier is not willing to share it. Auxiliary Systems Inventory : Catalog all supporting equipment including hot runners, temperature control units, material dryers, conveyors, and automation systems. Determine which components will transfer with the mold and which must be sourced at the destination. Quality Standards Assessment : Provide all quality specifications, inspection requirements, and acceptance criteria. The Quality Department at the new facility can then review, and clarify, this information with the customer. This will ensure that, as soon as production begins, the customer will receive parts that meet the required quality specifications. The more documentation available the easier the transfer process becomes. It should be stated however, that there have been many successful tool transfers with a minimal amount of knowledge being shared. Risk Mitigation and Contingency Planning To minimize the risk in any tool transfer program, the following strategies should be considered: Production Continuity Planning : Develop detailed schedules that minimize production disruption. Consider strategies such as building inventory buffers and scheduling transfers during planned maintenance windows. Quality Risk Assessment : Identify potential quality risks associated with the transfer and develop specific mitigation strategies. This includes understanding critical-to-quality characteristics and implementing enhanced monitoring during the initial production period. Emergency Response Procedures : Allow enough time in the transfer schedule for unexpected scenarios such as extended setup/startup times, or quality issues that prevent production startup. Industry-Specific Considerations Different market segments may present unique challenges that require specialized attention during tool migration. Some industry specific considerations are as follows: Automotive Applications : Focus on rigorous dimensional validation, material traceability, and compliance with IATF 16949 requirements. Plan for capability studies and potential PPAP (Production Part Approval Process) submissions. Medical Device Manufacturing : Emphasize contamination control, process validation requirements, and FDA compliance considerations. Consumer Products : Balance quality requirements with cost considerations, focusing on consistent appearance, functionality, and cycle time optimization to maintain competitive positioning. Conclusion Successful injection molding tool transfer programs require a comprehensive approach that addresses the unique technical, quality, and operational challenges of plastics manufacturing. While each transfer presents specific challenges, organizations that develop systematic capabilities and follow proven practices will achieve significantly better outcomes in terms of downtime, quality, and cost. The key to success lies in recognizing that tooling transfers are not simply a matter of moving equipment, but rather a process that involves machine compatibility, process optimization, quality validation, and regulatory compliance. By addressing all these elements systematically and maintaining focus on part quality and production efficiency, manufacturers can transform tool transfers from sources of risk and disruption into opportunities for process improvement and operational excellence. Remember that successful tool transfers ultimately enable production teams to manufacture high-quality parts efficiently and consistently, regardless of which machine or facility is used. Keep this objective at the center of your transfer planning, and the technical and logistical challenges become much more manageable. Contact EnTech Plastics today to discuss your project and how we can assist with a smooth transition. Don't leave your tool transfer to chance. Make sure everything goes smoothly with our handy checklist. Grab your free tool transfer checklist now.
When bringing a new product to market, manufacturers face critical decisions about which production methods to use at different stages of development. Two approaches that often come up in discussions are low volume injection molding and rapid prototyping. While both serve important roles in product development, they address fundamentally different needs and offer distinct advantages depending on your specific requirements. Understanding the differences between these manufacturing approaches can save significant time, money, and resources while ensuring your product reaches the market successfully. What is Rapid Prototyping? Rapid prototyping encompasses various additive manufacturing technologies designed to quickly create physical models of parts and products directly from digital designs. The primary purpose of rapid prototyping is to enable fast iteration during the design phase. Engineers and designers can test form, fit, and basic function without the time and expense of creating production tooling. Changes can be made quickly by simply modifying the digital file and printing a new version. What is Low Volume Injection Molding? Low volume injection molding uses the same fundamental process as traditional high-volume injection molding but is optimized for smaller production runs , typically ranging from 100 to 10,000 parts. This approach uses simplified tooling, often made from aluminum rather than steel, and may employ rapid tooling techniques to reduce lead times and costs. The goal is to produce parts that meet the part specifications while keeping tooling investments reasonable for smaller quantities. This makes it an attractive option for products with naturally low volume requirements. Key Differences Between the Two Approaches Purpose and Development Stage Rapid prototyping primarily serves the design verification phase. It's ideal for testing concepts, validating designs, and communicating ideas to stakeholders. The focus is on speed and iteration rather than production-ready parts. Low volume injection molding, however, is used when you've moved beyond concept validation and need parts for market testing, pilot production, or limited commercial release. Material Properties and Quality This represents perhaps the most significant difference between the two approaches. Rapid prototyping materials, while continuously improving, still have limitations compared to production injection molding resins, such as: Anisotropic properties (different strength in different directions) Lack of chemical resistance Lack of UV stability Low volume injection molding uses the same materials available for high-volume production, including engineering plastics with specific properties like flame retardancy, chemical resistance, or biocompatibility. Parts produced through low volume injection molding exhibit consistent properties throughout and meet the required performance characteristics but they are produced in small-volume production runs. Surface Finish and Aesthetics Rapid prototyping typically produces parts with visible layer lines or surface textures that may require post-processing to achieve acceptable aesthetics. While techniques exist to improve surface finish, they add time and cost to the process. Low volume injection molded parts can achieve surface finishes ranging from textured to mirror-like, depending on the mold design. The surface quality is consistent and repeatable, making it suitable for customer-facing applications or parts requiring specific aesthetic standards. Dimensional Accuracy and Tolerances Most rapid prototyping technologies can achieve reasonable dimensional accuracy for conceptual work, but may struggle with tight tolerances required for functional assemblies. Factors like material shrinkage, warping, and support structure placement can affect final dimensions. Low volume injection molding provide much tighter tolerances depending on part geometry and material. This precision is crucial for parts that must interface with other components or meet specific functional requirements. Lead Times and Flexibility Rapid prototyping excels in speed for initial parts. Simple components can be produced within hours or days of design completion. Changes are easily accommodated by modifying the digital file. Low volume injection molding requires time for tool design and manufacturing, typically several weeks depending on complexity. However, once tooling is complete, parts can be produced quickly. Making the Right Choice for Your Project While rapid prototyping has its place in early concept validation, low volume injection molding emerges as the clear winner when you need parts that truly perform. The superior material properties, consistent quality, and production-ready performance make it the smart choice for initial low volume production runs of functional parts.. The initial tooling investment quickly pays for itself through lower per-part costs, especially when you factor in the time saved from not having to reprocess parts due to material limitations or quality issues. More importantly, low volume injection molding gives you confidence that your parts will perform exactly as intended in real-world applications. When you're ready to move beyond basic prototypes and create parts that meet your actual performance requirements, low volume injection molding provides the reliability, quality, and cost-effectiveness that rapid prototyping simply cannot match. Don't let the allure of "quick and cheap" prototyping derail your product's success when production-quality parts are within reach. Ready to Experience the Low Volume Injection Molding Advantage? EnTech Plastics specializes in low volume custom injection molding solutions ; our experienced team can help you evaluate your project requirements and determine the most cost-effective approach for your specific needs. With state-of-the-art equipment and decades of expertise, we deliver production-quality parts with the flexibility and speed your project demands. Contact EnTech Plastics today to discuss how low volume injection molding can accelerate your product development and ensure market-ready performance from day one.

When embarking on an injection molding project, choosing the right material is one of the most critical decisions you’ll make. The material you select will directly impact your product’s performance, durability, cost-effectiveness, and market success. This is where comprehensive materials testing and evaluation becomes invaluable—and where EnTech Plastics can serve as your trusted partner in navigating these complex decisions. Why Materials Testing & Evaluation Matters Material selection isn’t a one-size-fits-all process. Every injection molding project has unique requirements based on the intended application, operating environment, regulatory standards, and cost constraints. Without proper testing and evaluation, you risk costly production delays, product failures, or over-engineering that unnecessarily inflates costs. Materials testing provides the data-driven insights needed to make informed decisions, ensuring your chosen material will perform reliably throughout your product’s lifecycle while meeting all necessary specifications and standards. Key Considerations in Materials Testing & Evaluation Mechanical Properties Understanding how your material will behave under stress is fundamental. Key mechanical properties to evaluate include tensile strength, flexural modulus, impact resistance, and fatigue performance. These properties determine whether your part can withstand the forces it will encounter during use. Consider a medical device component that requires both flexibility and strength, or an automotive part that must maintain integrity under temperature cycling and vibration. Each application demands specific mechanical characteristics that must be verified through testing. Thermal Performance Temperature requirements significantly influence material selection. You’ll need to assess heat deflection temperature, continuous use temperature, thermal expansion coefficients, and thermal conductivity. Understanding how your material behaves across its operating temperature range prevents warping, dimensional instability, and premature failure. Chemical Resistance Will your product be exposed to chemicals, UV radiation, or environmental stressors? Chemical resistance testing reveals how materials respond to solvents, acids, bases, and other substances they may encounter. This is particularly critical for applications in healthcare, automotive, or industrial environments. Processing Characteristics Even if a material meets performance requirements, it must be processable in your specific injection molding setup. Flow characteristics, mold shrinkage, cycle time requirements, and processing temperature windows all affect manufacturability and final part quality. Regulatory Compliance Many industries require materials to meet specific standards—FDA approval for medical devices, UL ratings for electrical components, or automotive specifications for vehicle parts. Testing ensures compliance before production begins. Cost Optimization Materials testing helps identify the most cost-effective solution that meets performance requirements. Sometimes, a less expensive material with adequate properties outperforms premium options for specific applications. How EnTech Plastics Supports Your Materials Journey Expert Material Selection Guidance EnTech Plastics brings decades of experience to your material selection process. Our team understands the nuances of different polymer families and can recommend materials that align with your performance requirements and budget constraints. We consider your application’s unique demands and suggest materials you might not have considered. Testing-Backed Recommendations Our material recommendations are informed by extensive testing conducted on various materials across different applications. From basic mechanical properties to specialized characteristics like environmental stress crack resistance and long-term aging performance, we review published resin specification data and consult with engineering teams at the resin producers to ensure the materials being considered have been validated for similar applications. Application-Specific Expertise Our experience spans multiple industries, from medical devices to automotive components to consumer products. This broad expertise allows us to anticipate potential challenges and recommend proven solutions based on similar applications. Making Data-Driven Decisions The goal of materials testing isn't to find the “perfect” material—it’s to identify the optimal balance of properties, processability, and cost for your specific application. This data-driven approach minimizes risk and maximizes the likelihood of project success. Consider the alternative: choosing materials based on assumptions or limited information. This approach often leads to costly redesigns, production delays, or field failures that could have been prevented through proper upfront evaluation. Beyond Initial Selection: Ongoing Support Successful injection molding projects begin with thoughtful material selection backed by comprehensive testing and evaluation. Whether you’re developing a new product or looking to optimize an existing one, the expertise and resources available through EnTech Plastics can help ensure your material choices support your project’s success. Ready to discuss your material evaluation needs? Our team of experts is prepared to help you navigate the complexities of material selection to provide the insights you need for confident decision-making. Contact EnTech Plastics today to learn how our materials expertise can support your next injection molding project. Together, we'll ensure your material choices provide the foundation for product success.